花岗石平板缺陷方法
花岗石平板是用 的石质材料制成的基准测量工具,对仪器仪表、工具、机械制件的检验都是理想的基准面。花岗石取材于地下 的岩石层,经过亿万年自然时效,形态极为稳定,不用担心因常规的温差而发生变形。花岗石主要矿物成分为辉石,斜长石,少量橄榄石,黑云母以及微量磁铁矿,黑色色泽,结构,经过亿万年的老化,质地均匀,稳定性好,强度大,,能在重负荷下保持。适用于工业生产和实验室的测量工作。线膨胀系数:4.6×10—6/℃ 吸水率0.13% 肖氏硬度HS70以上。经严格物理试验和选择的花岗石料,结晶细密,质地坚硬,抗压强度达2290-3750公斤/平方厘米,硬度达莫氏硬度6-7级。极、耐酸、耐碱,有很高的性, 不会生锈。由于花岗石系非金属材料, 磁性反应,也无塑性变形。其硬度比铸铁高2-3倍(相当于HRC>51),因此精度保持性好。
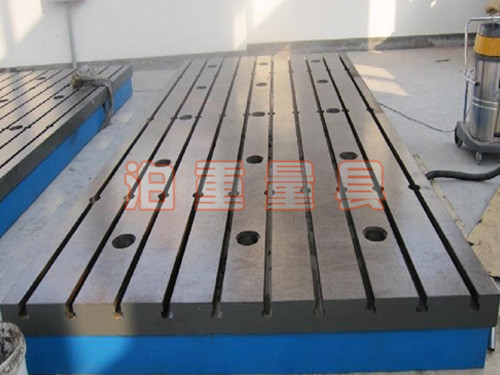
以上都是花岗石平板作为工量具的优点,不过花岗石平板有一项 大的缺点就是怕磕碰,在组装和运输过程中,万一有任何疏忽很容易磕碰外观,是花岗石平板掉下一点,影响外形的美观度,所以说万一一块完好的花岗石平板在运往用户的途中有磕碰,泊重量具温馨提醒客户朋友:发现花岗石外观有损伤,请拒收不要给物流公司签字接收。但是有的用户是在吊装过程中有磕碰和摔地,导致花岗石平板掉下一小块,这样的话,需要通过修补技术给花岗石平板外观。那么泊重量具为大家具体介绍方法。
花岗石平板主要缺点是,不能承受过大的撞击、敲打,湿度高会变形,吸湿性为1%。花岗石平板工作面应色泽均匀,不得有裂纹、凹陷及组织疏松现象,且不应有磨痕、划伤、及影响平板准确度的其他缺陷。由于裂纹倾向受喷焊时间、喷层厚度等因素影响,缺陷大小受到 限制,而且焊补的缺陷需清理干净,由于喷粉中含Fe量比例较高。形成的喷层较电弧焊与母材的颜色 相近。但因具有 量的,所以无法与母材颜色 接近,焊补后可以进行机械加工。 传统的喷焊、电弧焊工艺,焊补后易产生裂纹,工件易受热变形。按喷焊工艺执行,将导轨面预热至150℃以上,完成初步焊粉的喷涂后,将喷涂面加暖至900℃-1200℃以上。使焊粉熔化后形成平整面。由于花岗石平台预暖及加热时间长,工件受热面积较大。容易出现二次气孔,焊补处金属颜色与母材差异大是其共同的特点,这也是传统焊补工艺不能 解决大理石平板缺陷的根本原因。
找一些接近于花岗石平板颜色的胶,调制好后,涂抹在缺损地方,用磨光机打磨的地方,使其平整光泽,这是一种方法。还有一种方法就是用不锈钢角铁包边花岗石平板的四个边,因为 容易受到磕碰的地方就是花岗石平板的棱角处。